在汽車制造中,軸類件的生產(chǎn)是一項(xiàng)核心任務(wù)。雖然近年來汽車生產(chǎn)規(guī)劃者著重關(guān)注的是驅(qū)動(dòng)軸和傳動(dòng)軸的生產(chǎn)。而如今,由于電動(dòng)汽車的成功推廣,對(duì)轉(zhuǎn)子軸生產(chǎn)的需求也在日益提高。因此需要一套能加工各種不同部件的生產(chǎn)解決方案。這類部件一般都具有以下共同點(diǎn):生產(chǎn)批量大,質(zhì)量要求極高。畢竟,整個(gè)傳動(dòng)系統(tǒng)的效率都取決于軸的質(zhì)量和功能性。
VT 系列的4 軸立式車床是完成這類任務(wù)的理想選擇。在加工最大長度630 mm、最大直徑200 mm 的工件時(shí),這款機(jī)床能充分發(fā)揮其質(zhì)量優(yōu)勢(shì):
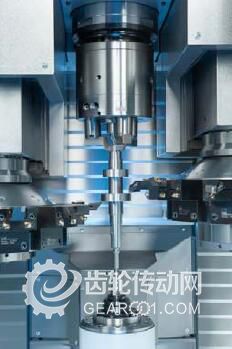
.同步加工:加工工藝采用四軸,換句話說,同時(shí)從兩側(cè)進(jìn)行。為此,機(jī)床配備兩個(gè)刀塔,每個(gè)刀塔各有十二個(gè)刀位,其中 11個(gè)刀位裝備車刀或動(dòng)力刀具,剩余一個(gè)刀位則裝備工件機(jī)械手。
在下面的動(dòng)畫中清楚解釋了此項(xiàng)加工原理:https://v.youku.com/v_show/id_XNzMxNjA5MDAw.html?spm=a2hzp.8253869.0.0
.自動(dòng)化:工件機(jī)械手可保證同時(shí)為機(jī)床上下料。在一個(gè)機(jī)械手將新毛坯件放入裝夾位置的同時(shí),另一個(gè)機(jī)械手將成品件運(yùn)送到工件輸送帶上。為此,在 VT系列機(jī)床的兩側(cè)都配備有循環(huán)運(yùn)行的工件存儲(chǔ)器,毛坯件和成品件均可存儲(chǔ)在工件存儲(chǔ)器中。通過 TrackMotion工件輸送系統(tǒng)可將多臺(tái) VT機(jī)床輕松、經(jīng)濟(jì)高效地相互連接在一起。
在下面的動(dòng)畫中以轉(zhuǎn)子軸加工為例介紹了機(jī)床連線:https://v.youku.com/v_show/id_XNDIxNTM1OTgwMA==.html?spm=a2hzp.8253869.
總的來說,機(jī)床的這些優(yōu)勢(shì)能確保縮短節(jié)拍時(shí)間,并由此顯著降低單件成本。
機(jī)床設(shè)計(jì)以質(zhì)量為目標(biāo)
VT機(jī)床采用聚合物混凝土 MINERALIT床身為基體。所有工藝技術(shù)單元都安裝在這一堅(jiān)固、低振動(dòng)的基體結(jié)構(gòu)上,其中包括:性能強(qiáng)大的工作主軸、刀塔和尾架。由此可以確保卓越的表面加工質(zhì)量以及精確的幾何尺寸。此外,機(jī)床采用埃馬克典型的立式布局,使切屑可以自然掉落,因此也可避免機(jī)床內(nèi)部形成切屑堆積。在設(shè)計(jì)制造機(jī)床時(shí)非常注重符合人體工程學(xué)要求,由此可確保快速換裝以及在需要維護(hù)時(shí)能快速觸及所有系統(tǒng)(電氣裝置、液壓系統(tǒng)、冷卻系統(tǒng))。而且,控制系統(tǒng)的操作界面也更加清晰直觀。
可進(jìn)行常規(guī)車削和無紋路車削
在軸類件的常規(guī)車削加工中, 4軸加工已提供了巨大的動(dòng)力資源,而利用無紋路車削工藝技術(shù)(如縱向車削)可進(jìn)一步提高加工速度。如果工件的夾緊力或穩(wěn)定性允許,使用無紋路車削工藝技術(shù),能以極高的進(jìn)給速度進(jìn)行加工。由此可以大大縮短工作時(shí)間,而且與類似的縱向車削相比,這種工藝技術(shù)的速度要快得多( 4到 6倍)。對(duì)用戶來說,這能帶來諸多優(yōu)勢(shì):除了前面提到的進(jìn)給速度快之外,無紋路車削刀具壽命非常高,因?yàn)檐囅鲿r(shí)使用的是整個(gè)刀刃,而不只是特定區(qū)域。使用這種車削工藝技術(shù)可以滿足極高的表面質(zhì)量要求,甚至可以加工無紋路表面。
圖片文件: C193.jpg

圖片文件: C200.jpg
圖片文件: C201.jpg

VT 系列的4 軸立式車床是完成這類任務(wù)的理想選擇。在加工最大長度630 mm、最大直徑200 mm 的工件時(shí),這款機(jī)床能充分發(fā)揮其質(zhì)量優(yōu)勢(shì):
.同步加工:加工工藝采用四軸,換句話說,同時(shí)從兩側(cè)進(jìn)行。為此,機(jī)床配備兩個(gè)刀塔,每個(gè)刀塔各有十二個(gè)刀位,其中 11個(gè)刀位裝備車刀或動(dòng)力刀具,剩余一個(gè)刀位則裝備工件機(jī)械手。
在下面的動(dòng)畫中清楚解釋了此項(xiàng)加工原理:https://v.youku.com/v_show/id_XNzMxNjA5MDAw.html?spm=a2hzp.8253869.0.0
.自動(dòng)化:工件機(jī)械手可保證同時(shí)為機(jī)床上下料。在一個(gè)機(jī)械手將新毛坯件放入裝夾位置的同時(shí),另一個(gè)機(jī)械手將成品件運(yùn)送到工件輸送帶上。為此,在 VT系列機(jī)床的兩側(cè)都配備有循環(huán)運(yùn)行的工件存儲(chǔ)器,毛坯件和成品件均可存儲(chǔ)在工件存儲(chǔ)器中。通過 TrackMotion工件輸送系統(tǒng)可將多臺(tái) VT機(jī)床輕松、經(jīng)濟(jì)高效地相互連接在一起。
在下面的動(dòng)畫中以轉(zhuǎn)子軸加工為例介紹了機(jī)床連線:https://v.youku.com/v_show/id_XNDIxNTM1OTgwMA==.html?spm=a2hzp.8253869.
總的來說,機(jī)床的這些優(yōu)勢(shì)能確保縮短節(jié)拍時(shí)間,并由此顯著降低單件成本。
機(jī)床設(shè)計(jì)以質(zhì)量為目標(biāo)
VT機(jī)床采用聚合物混凝土 MINERALIT床身為基體。所有工藝技術(shù)單元都安裝在這一堅(jiān)固、低振動(dòng)的基體結(jié)構(gòu)上,其中包括:性能強(qiáng)大的工作主軸、刀塔和尾架。由此可以確保卓越的表面加工質(zhì)量以及精確的幾何尺寸。此外,機(jī)床采用埃馬克典型的立式布局,使切屑可以自然掉落,因此也可避免機(jī)床內(nèi)部形成切屑堆積。在設(shè)計(jì)制造機(jī)床時(shí)非常注重符合人體工程學(xué)要求,由此可確保快速換裝以及在需要維護(hù)時(shí)能快速觸及所有系統(tǒng)(電氣裝置、液壓系統(tǒng)、冷卻系統(tǒng))。而且,控制系統(tǒng)的操作界面也更加清晰直觀。
可進(jìn)行常規(guī)車削和無紋路車削
在軸類件的常規(guī)車削加工中, 4軸加工已提供了巨大的動(dòng)力資源,而利用無紋路車削工藝技術(shù)(如縱向車削)可進(jìn)一步提高加工速度。如果工件的夾緊力或穩(wěn)定性允許,使用無紋路車削工藝技術(shù),能以極高的進(jìn)給速度進(jìn)行加工。由此可以大大縮短工作時(shí)間,而且與類似的縱向車削相比,這種工藝技術(shù)的速度要快得多( 4到 6倍)。對(duì)用戶來說,這能帶來諸多優(yōu)勢(shì):除了前面提到的進(jìn)給速度快之外,無紋路車削刀具壽命非常高,因?yàn)檐囅鲿r(shí)使用的是整個(gè)刀刃,而不只是特定區(qū)域。使用這種車削工藝技術(shù)可以滿足極高的表面質(zhì)量要求,甚至可以加工無紋路表面。
圖片文件: C193.jpg
VT 200是一款 4軸的軸類件車床,適用于長度至 630 mm、直徑至 200 mm的軸類件。本款配置的機(jī)床配備的是 SIEMENS SINUMERIK 840D sl系統(tǒng)。
圖片文件: C200.jpg
VT系列:大批量 4軸加工傳動(dòng)軸
圖片文件: C201.jpg
通過兩個(gè)刀塔中的機(jī)械手可以為機(jī)床上下料。通過側(cè)面的工件輸送系統(tǒng)輸送帶儲(chǔ)存工件。