齒輪主要用于傳動系統(tǒng),齒輪的結構、精度對設備的傳動平穩(wěn)性,精度、承載力、噪聲等方面影響較大。其中人字齒具有精度高、承載能力大、傳動噪聲小等優(yōu)點,能夠為機械設備提供穩(wěn)定可靠的傳動,因此廣泛應用于工程機械、鍛壓設備、船舶、風電等領域。但因人字齒輪結構特殊,齒形復雜,制齒難度大,需要專用的設備、刀具和工藝保證。本文重點介紹一種大模數(shù)單聯(lián)人字齒輪軸的制齒工藝方案。
一、人字齒輪傳動的優(yōu)點
(1)傳動效率高
人字齒輪傳動效率高,在所有圓柱齒輪傳動中屬于較高水平。由于齒數(shù)多,齒輪的接觸面積大,傳遞扭矩的能力也更大。
(2)耐磨損
人字齒輪傳動的齒形是雙邊直接接觸嚙合,精度要求較高。但齒形齒向嚙合接觸面大,耐磨性能較好,使用壽命長。
(3)噪聲小
人字齒輪傳動中齒面接觸均勻,相對于其他圓柱形齒輪,傳動噪聲小。
二、人字齒輪軸結構及工藝分析
人字齒輪軸齒部精度一般要求 GB-7 級,齒輪軸的加工需要根據(jù)不同的結構形式選擇加工設備,同時制定不同的加工工藝。
組裝式人字齒輪軸
組裝式人字齒輪軸由齒輪軸和套式人字齒輪組裝而成,套式人字齒輪加工完成后,通過鍵和軸聯(lián)結在一起,形成人字齒輪軸。
整體式人字齒輪軸
整體式人字齒輪軸因軸和齒是一體式結構,傳動扭矩大、精度較高,使用范圍較廣,加工難度大,對設備的精度要求較高,加工工藝復雜。根據(jù)齒部中間退刀槽寬度的不同,有三種結構形式,對應不同的加工工藝。
大退刀槽人字齒輪:大退刀槽人字齒輪軸,退刀槽較大,齒部加工可采用滾齒—淬火—磨齒加工方式,齒部精度可以達到 GB-6 級。要滿足滾齒及磨齒的相關要求,模數(shù)大小不同,退刀槽退出刀具的寬度不同。
小退刀槽人字齒輪:小退刀槽人字齒輪軸,根據(jù)加工設備需求,退刀槽在 20~100mm 之間,一般采用刨齒或插齒的方式加工,齒部精度一般在 GB-7 級。刨齒機及插齒機是現(xiàn)有的主要加工設備。
無退刀槽人字齒輪:無退刀槽人字齒輪軸,退刀槽寬度為 0。該結構緊湊,可減少齒輪軸長度,采用銑齒仿形加工。但設備調(diào)試及加工難度較大,同時傳統(tǒng)的制齒設備無法滿足加工工藝需求,一般較少采用。
三、設備工裝及制齒方案確定
大模數(shù)單聯(lián)人字齒輪軸,模數(shù)一般≥14mm,外徑相對較大,同時設計要求齒部精度達到 GB-7 級,齒面光潔度 Ra1.6。如圖 1 所示。

根據(jù)分析,該齒輪軸屬于小退刀槽整體式人字齒輪軸,通常采取刨齒和插齒兩種加工方法,可分為粗開齒和精加工齒兩道工序。齒輪軸類因長徑比大,且考慮到退刀槽寬度、對中等因素,一般采取臥式裝夾、刨齒加工。主要加工方案介紹如下。
方案一:臥式加工
在臥式銑床或臥式銑齒機等設備用指形銑刀進行粗開齒,在刨齒機上進行精加工。
采用不同的刨齒機組合,分別完成粗開齒和精加工。粗刨齒對中保證性好,但粗刨齒效率較低。
刨齒機加工人字齒輪,需根據(jù)設備加工范圍、零件工藝要求等確定工裝、零件中間工序的結構及尺寸,保證裝夾定位,從兩側向中間刨齒,如圖 2 所示。

方案二:立式加工
因刨齒機采用抱套結構形式加工,受設備車頭抱套直徑和設備參數(shù)等限制,部分齒輪軸超出機床加工范圍,需更換立式加工設備。采用立式裝夾加工,加工設備主要有:數(shù)控立式銑齒機或通用機床用 于粗開齒,插齒機用于齒部精加工。
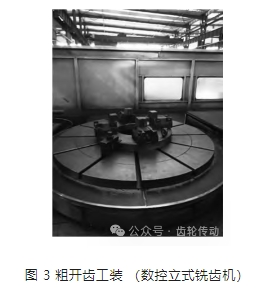
粗開齒設備及工藝:根據(jù)零件結構、尺寸和設備的加工和裝夾范圍,確定不同的加工設備,同時考慮零件的裝夾定位、工裝等因素,設計專用工裝,確定軸向定位位置,采用合適的裝夾定位方式實現(xiàn)粗開齒。
專用工裝中間可為空心,也可帶卡爪,既能將零件下端續(xù)進機床工作臺下邊,又能保證卡爪裝夾,再通過軸向定位,保證中間人字齒位于機床主軸銑齒區(qū)間范圍內(nèi),上端用抱箍抱住軸外圓,實現(xiàn)定位,下端卡盤使軸和工作臺一起轉動,保證 80%以上零件的裝夾要求,如圖 3 所示。
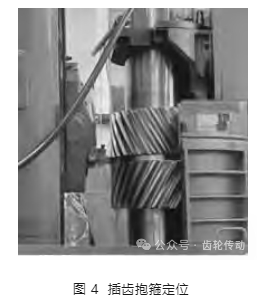
精加工設備及工藝:粗開齒后,齒部留量較少,需根據(jù)零件實際加工狀況和插齒機加工范圍,選擇相應的設備和制作專用的工裝。在精加工過程中,需保證齒部精度達到 GB-7 級,對零件的裝夾定位要求較高,需考慮定位位置軸外圓精度、工裝定位套和軸外圓配合間隙,抱箍定位間隙一般要求 0.1mm 左右,結合機床自身附件抱架,使軸處于立式裝夾定位狀態(tài),如圖4 所示。
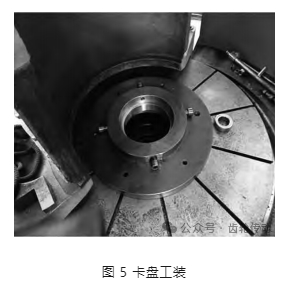
為防止齒輪軸在精加工過程中發(fā)生轉動,加工零件需在工作臺卡盤夾持軸外圓部位進行銑扁,同時設計專用的卡盤工裝,固定于工作臺上,通過頂絲頂住軸外圓平面定位,如圖 5 所示。
通過抱箍和卡盤工裝,實現(xiàn)齒輪軸的定位裝夾,滿足零件加工要求。但在前序需考慮抱箍處外圓磨削、卡盤處外圓銑扁等工藝要求。保證裝夾、定位間隙,實現(xiàn)軸隨工作臺的旋轉運動,滿足齒部精加工需求。另一旋向齒調(diào)刀架,提制專用插齒刀,保證刀片厚度可以在空刀槽范圍內(nèi)運動,完成精插齒。
四、總結
通過分析大模數(shù)單聯(lián)人字齒輪軸的結構、加工設備,根據(jù)零件選用不同的臥式或立式加工設備,分析加工工藝、專用工裝、注意事項等,采用粗開齒和精加工齒工序分開等方式,滿足零件齒部精度要求,從而實現(xiàn)大模數(shù)單聯(lián)人字齒輪軸的制齒加工。
參考文獻略.