齒輪氣體滲碳淬火件中的變形問題
李志義[1],[2],李曉澎1,2
(1.重慶義揚機電設備有限公司,重慶 400042; 2.重慶長江工業爐公司, 重慶 401329)
前言:當我們去有關兄弟工廠和學術交流的時候,不少同志詢問我們關于氣體滲碳淬火件中的齒輪變形問題,由于在重慶296廠主持兵器用結構鋼在表面處理過程中氫脆和應力腐蝕斷裂的研究。對有關滲碳淬火件的變形總是也只有一覽而已……。如今退休13年了,也沒有精力并綜述并深入研究。為此將我們的研究體會交流給大家,望大家能有收獲。
關鍵詞:變形、時效變形
Problems of Deformation in Gears with Gas Carburizing
Li Zhiyi1,2, Li Xiaopeng1,2
(1. Chongqing Yi-yang Electromechanical Equipment co., ltd, Chongqing, 400042; 2. Chongqing Yangtze Industrial Furnace Manufacture co., ltd, Chongqing, 401329)
Introduction: With the research experiences in Chongqing 296 factory of hydrogen embrittlement and stress corrosion cracking of the structural steel for weapons in the process of the surface treatment, lots of questions of the deformation in gears with gas carburizing were asked when the author went the related factories and made the academic exchanges. The research on the deformation of the carburizing parts were not very much…. The author has been retired for 13 years without enough energy for deep research. Therefore, the author exchanges his research experiences for hoping them can be helpful.
Keywords: Deformation, Aging deformation
1. 原材料的訂貨
1.1 齒輪滲碳的主要鋼種:18CrNiMo、20Cr、20CrMnTi、20Cr2Ni4、20Mn2、20MnVB、20MnTiB、20MnCr5、20CrNi3、20CrNiMo、22CrNiMo、22CrMoH、40Cr、45#、35SiMn、40CrNi、40MnB
德國:18CrNiMo為主
美國:20CrNiMo為主
國內:20CrMnTi、20CrMo、22CrMoH、17Cr2Mn2TiH、22CrNiMo(個別企業細小齒輪滲碳為降低成本采用A3鋼)
1.2 滲碳鋼中B、Ti、Sn的控制:
1.2.1 一般講:對加硼的滲碳鋼,要注意晶界硼化物的形成。硼化物的形成使晶界局部韌性下降(硼脆),直接影響磨削應力大小和磨削裂紋源的形成。消除硼鋼,硼化物的形成,除冶金冶煉質量為主,熱處理一般講;奧氏體化溫度越高冷卻速度越慢,則富集到晶界的硼化物也越多,當冷卻速度較快時,才有可能防止硼化物的偏聚。因此等溫正火,在正火過程中可考慮變速降溫的設計方案……。
1.2.2 對加鈦的滲碳鋼,要注意方晶鈦(TiN)的形成使晶界局部韌性下降(鈦脆),直接影響磨削
應力大小和磨削裂紋源的形成。消除方晶鈦的形成,主要是冶金冶煉質量的控制,熱處理一般講:奧氏體化溫度越高強迫方晶鈦熔解在奧氏體內,然后在冷卻時需確當的冷卻速度避免鈦在晶界的富集,從而消除方晶鈦的形成。方晶鈦的形成,或者含鈦太高,還會使滲碳速度下降……。最新資料認為[8]:含鈦鋼容易產生液析TiN從而嚴重損害鋼的接觸疲勞性能。在保證滲碳溫度下具有足夠體積分數的Ti(C,N)顆粒有效釘軋晶界阻止奧氏體晶粒長大的前提下,適當降低鋼中鈦含量可有效消除液析TiN。同樣,還必須綜合考慮N的影響,不同氮含量的鋼中(如轉爐鋼和電爐鋼)鈦含量的控制范圍應相應調整。鋼鐵研究總院與萊蕪鋼鐵集團合作開發的優化鈦含量的20CrMnTiH 鋼,完全消除了液析TiN,同時對氧化物和硫化物進行嚴格控制,其接觸疲勞壽命達到107次以上,比傳統生產的20CrMnTiH鋼提高一個數量級。在滲碳的工藝中,例如:氮+甲醇+富華氣,以及通氨的C-N共滲或N-C共滲均能引起TiN的形成,需適當調整。
1.2.3 含錫量的控制
避免晶界錫化物的形成,冶金冶煉錫含量必須控制在0.5% 以下 ,同時防止在400℃左右回火,通常滲碳鋼均在低溫回火,這類組織不易形成。
1.3 技術要求:世界第一品牌德國SEW減速機公司,原材料的訂貨:要求氫含量≤2PPm氧含量≤20PPm
夾雜物:氧化物≤1級,硫化物≤1級,而我們兵器用的槍炮鋼,氧化物≤1.5級,硫化物≤1.5級,二者之加≤2.5級。
原材料在冶煉澆鑄:推薦用真空抽氣脫氧脫氫,磁場、震動攪拌,連鑄連軋的方法來減少材料的雜質、偏析。由于各種原因、原材料狀態不理想需要進行等溫正火處理。
2.等溫正火處理,一般采用950℃,若溫度低效果差(特別對白點引起微裂紋的焊合)
等溫正火:改善魏氏組織,原始晶粒均勻,應力狀態,帶狀偏析,合金元素偏析,致密度均勻性,夾雜物形態;由條狀變為斷鏈橢園狀,氫含量下降,夾雜引起的裂紋,對鍛造引起的組織損傷或裂紋有愈合作用(俄文1975年報道為焊合;合金元素多焊合時間增長,國內學者肖亞航等[1]2005年報道)最終可獲得良好的切削性,且畸度小,性能提高,(零件長期服役下的尺寸穩定性提高)。這種狀態下的材料使以后從事表面處理過程中的氫脆和應力腐蝕斷裂現象均有減緩作用。資料[8]從動錐齒畸變的研究,再次驗證上述觀點:原材料存在明顯的成分偏析和致密度不均,致使齒輪淬火壓淬過程中零件內部同一層面組織轉變不一致,產生了附加應力該內應力促使端出現了異常畸度。由于:GB/T1979標準中對偏析框大小和形狀沒有規定,建議用戶采購齒輪鋼時多關注鋼的低倍鋼的低倍組織并加強鋼材進廠檢驗。
3. 滲碳淬火工藝的選擇和調整:
3.1滲碳淬火裝料方式:依據不同零件形狀而裝料,南車戚墅堰機車有限公司潘曉松[9]對大直徑重載齒輪滲碳。滲碳時,工件正面向上擺放,其后的正火及淬火工序均為反向擺放。
3.2 使同樣硬化層深度下縮短滲碳時間變形小
選擇凈化后的天然氣滲碳[2、3、4],在同樣硬化層深度下使滲碳時間縮短11%[4],滲碳表面層非馬氏體組織一般5μm左右[4](淺腐蝕)。用真空滲碳、稀土催劑、離子催劑等使變形減小。
3.3 依據變形的規律,采用滲碳淬火前增加或減小尺寸調整來彌補有規律的尺寸變化。
3.4 壓力下的淬火:一般采用馬氏體轉變前就加壓,壓力大小的選擇依據于零件的尺寸、形狀而定。
3.5 冷卻液的選擇:珠光體轉變較快、馬氏體轉變速度較慢的冷卻液
(1)江蘇某廠:網帶爐的小齒輪薄層滲碳淬火;淬油。滲碳時間長,有時硬度上不去,淬XX公司PAG要出現軟點,濃度降低,變形又大。該廠采用重慶義揚機電PAG-ⅢA解決問題變形小、無軟點、非馬無已成為當地獨家經營。該新型PAG-ⅢA,在3%濃度下,珠光體轉變速度比水快,馬氏體轉變速度比水慢,
如圖1。

(2)采用等溫淬火油,提高油溫,減少變形。油溫越高,變形越小。但伴隨而來的表面層非馬氏體增厚[2]。
(3)采用硝鹽等溫、減小變形。硝鹽的含水量控制在3~5%。相當于零件淬入后硝鹽冒升100mm左右。
3.6 即時回火。回火后的磨削、線切割等也需即時去應力回火,即防止延遲氫脆斷裂又防止變形[5]
3.7 軸類桿件的校正后的去應力回火應即時進行
4.在實際應用情況下,可考慮:滲碳件→C-N共滲件→N-C共滲體→以及不滲碳而采用中、高頻局部淬火等措施來降低變形量。目前推薦齒輪雙頻感應淬火,例如:湖北省十堰高周波科工貿有限公司、福建晉江市江漢電子技術有限公司等。
5.齒輪滲碳淬火件的自然時效變形現象(這對高精度保存較久再服役的齒輪很重要)
自然時效變形的定義:當滲碳淬火件,全部機加熱處理結束;裝配在自然時效中零件發生尺寸變化的現象,稱自然時效變形。自然時效變形現象主要原因如下:(1)、自然時效過程中氫的逸出,應力的松弛;(2)、齒輪磨削或者線切割引起的應力誘導殘余奧氏體相變[5],以及去應力回火不足,而引起延遲應力松弛……(3)、自然時效過程中應力的松弛擇放,有可能引起非常少量的殘余奧氏體相變。
解決方法:對校正、磨削、線切割等加工應即時去應力回火;采用制造量具的措施增加深冷處理……。深冷處理后也需即時回火,一般講殘余奧氏體量控制在3%左右為宜。
6.結束語
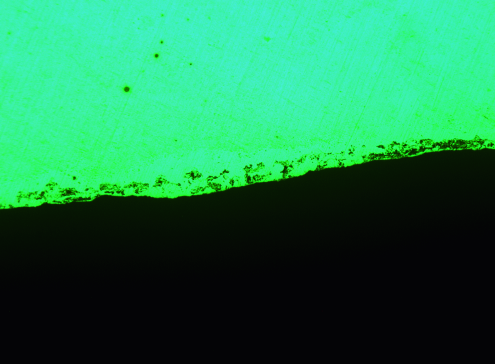
齒輪氣體滲碳淬火件的變形,國內外各企業工廠均采用各種措施[6]:最終獲得少磨齒、不磨齒。株齒[4]在有效硬化深度1.6mm情況下,非馬氏體能控制在5μm左右,如圖2。提高產品質量,大大降低成本,該廠還未計算提高滲碳速度11%,以及采用凈化天然氣使氧探頭設備壽命大大提高。株齒所訂天然氣凈化設備20m3/h三臺,所帶來的經濟效果85萬元/年。而德國天津SEW公司累計訂購30m3/h天然氣凈化設備10臺。估計德國天津SEW公司,年節約400萬元左右。
 |
 |
| a)齒節 100× | b)齒根 100× |
圖2 株齒公司非馬金相照片(淺腐蝕[3]、硬化層為1.60mm)
滲碳淬火件表面層非馬氏體組織(淺腐蝕[3])金相檢測結果
|
圖號
|
材料
|
廠 家
|
設備
|
工藝種類
|
氣源
|
淬火介質
|
有效硬化深度
|
非馬厚度(μm)#
|
|
|
齒節
|
齒根
|
||||||||
|
圖2
|
22CrMo
|
湖南
株齒
|
Aichelin
雙推盤爐
|
滲碳
淬火
|
凈化
天然氣
|
快速光亮
淬火油
|
1.6
|
≤5.0
|
40
(無黑帶)
|
國內企業步伐太慢……就我們所了解齒輪滲碳件多用爐熱處理后不再磨齒的單位有30多家,其非馬能穩定控制在10μm以下有10多家……。
參 考 文 獻
[1] 肖亞航、傅敏士、袁森。45鋼內部裂紋愈合的熱處理試驗研究[J]。金屬熱處理,2005,30(6):83~85.
[2] 李志義、馬學文、蒲玲、李曉澎等. 再述滲碳淬火件非馬氏體產生的原因和防止措施(C),08、8上海中國熱處理活動周宣講,中國熱處理行業協會2008.9太原會議論文集37~44(待雜志刊登)
[3] 李志義等.淺談某些熱處理氣源和金相標準中的某些問題 [J].金屬熱處理,2008,33(3):116~119.
[4] 馬學文、李志義、李曉澎. 用凈化后的天然氣代替丙烷氣滲碳的質量及經濟效益。09、4中國熱協武漢“滲氮及表面熱處理技術會議”和09年8月宜昌十四省市熱處理暨第八屆全國化學熱處理學術交流會上宣講。
[5] 李志義等氣體滲碳淬火件中的氫脆問題。09、4中國熱協武漢“滲氮及表面熱處理技術會議”和09年8月宜昌十四省市熱處理暨第八屆全國化學熱處理學術交流會上宣講。中國金屬熱處理學會09年度優秀論文。
[6] 田榮華.變速箱另件毛坯等溫正火工藝試驗的應用[J].金屬熱處理, 2002,(6):42。
[7] 雍岐龍等。先進機械制造用結構鋼的發展[J]金屬熱處理2010 35(1)2~8。
[8] 胡明霞、譚崇凱、毛孝彬、溫才云。從動錐齒輪滲碳淬火后異常畸度分析[J]金屬熱處理2009 34(12)93~96
[9]陳鈺、潘曉松。大直徑重載齒輪滲碳淬火變形的有效控制[J]金屬加工熱加工2010.7.22~23
作者簡介:李志義(1938.2.1)男,江蘇泰州人,漢族,1962年哈工大畢業,1992年由22個一級學會聯合召開的“全國機電裝備失效分析預測防戰略研討會”授予全國先進失效分析專家稱號,獲國家發明專利二項,獲兵器部二、三等獎,已發表論文10多篇。著有:結構鋼在表面處理過程中的氫脆和應力腐蝕斷裂 [M]。聯系電話:13002366762 E-mail:info@yiyangjd.com 公司網址:www.yiyangjd.com