大型龍門數控機床的驅動軸,計劃將原來5米的驅動軸延長一倍。原先驅動軸采用滾珠絲杠驅動,由于現在需要加長一倍,靠滾珠絲杠10米長驅動難以實現。絲桿廠家也難做到高精度,同時,絲杠的價格也非常貴,超出預算。機床對整個系統的精度要求又極為高,所以一直在尋求最適合替代的驅動。


解決方案:
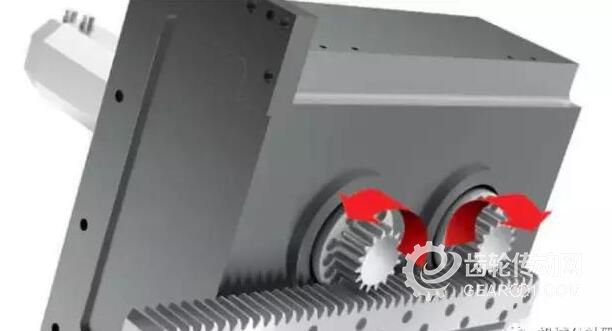
為滿足客戶要求, 驅動組合修改為: Q6(6級精度)、M6(模數6)的齒條+(高扭矩)伺服減速箱+預加載荷小齒輪軸齒條直線拼接,使用特定的安裝工具調整齒隙;減速箱背隙<1弧分,齒輪軸可有效減少齒條與齒輪之后在運行過程中產生的間隙;



使用長齒條的優勢
通過生產技術的不斷改進,已經能夠減少長度為1m的淬火&磨削齒條的總節距誤差,同時對1.5m及2m淬火&磨削齒條的節距誤差也有顯著改進。在長行程中,實現將節距誤差最小化。
使用長齒條可減少齒條節數,從而減少安裝時間。齒條接頭也相應減少,避免引起軸內的誤差。
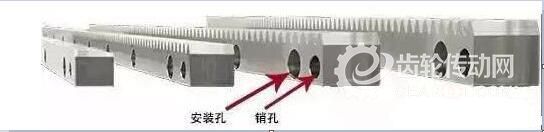
一根齒條上有8個安裝孔和2個銷孔(兩端各一個),在齒條進行安裝過程中,很多情況下只將安裝孔進行固定而忽略了銷孔…事實上,1m及以下齒條的銷孔是必須用銷釘固定的。
最新的齒條節距誤差值如下:

以下安裝實例分別使用了長度為0.5m、1m、2m的齒條,比較這三種情況,可看出使用長齒條的優勢。
行程長度:6m,齒條接續安裝
齒條與齒條接頭處的誤差<0.020mm
使用3根2m的淬火磨削齒條:
每根齒條的節距誤差是GTf/2000=0.047mm
總節距誤差:3*0.047(齒條根數)+2*0.020(齒條接頭數)=0.181mm
安裝要求:所需螺母:3*16=48,齒條接頭:2,定位銷:0
使用6根1m的淬火磨削齒條:
每根齒條的節距誤差是GTf/1000=0.036mm
總節距誤差:6*0.036(齒條根數)+5*0.020(齒條接頭數)=0.316mm
安裝要求:所需螺母:6*8=48,齒條接頭:5,定位銷:0
使用12根0.5m的淬火磨削齒條:
每根齒條的節距誤差是GTf/500=0.032mm
總節距誤差:12*0.032(齒條根數)+11*0.020(齒條接頭數)=0.604mm
安裝要求:所需螺母:12*4=48,齒條接頭:11,定位銷:24
如果您使用的是齒條裝配件而不是單根地將齒條接續,總的節距誤差將被進一步縮小。
裝配件中,齒條接頭處的節距誤差小于0.005mm
2m齒條:總節距誤差減小至0.151mm(減少了16%)
1m齒條:總節距誤差減小至0.241mm(減少了24%)
0.5m齒條:總節距誤差減小至0.439mm(減少了27%)
使用長齒條的好處
減少節距誤差
齒條數量少
節省齒條的安裝時間
齒條接頭少